
Highly Efficient Double Shaft Paddle Mixer for Industrial Mixing Applications
By:Admin
It is with great excitement that we announce the launch of the latest innovation from the renowned company {}, the Double Shaft Paddle Mixer. This state-of-the-art mixing equipment is set to revolutionize the industry with its advanced technology and exceptional performance.
With over [number of years] years of experience in the manufacturing industry, {} has established itself as a leading provider of high-quality and innovative machinery. The company prides itself on its commitment to excellence, continuous improvement, and customer satisfaction. The introduction of the Double Shaft Paddle Mixer is a testament to their dedication to delivering cutting-edge solutions to their clients.
The Double Shaft Paddle Mixer is designed to meet the evolving needs of modern manufacturing processes. It is equipped with two parallel, intermeshing shafts with specially designed paddles that ensure thorough and homogeneous mixing of a wide range of materials. Whether it is powders, granules, fibers, or liquids, this mixer can handle the task with ease, making it ideal for industries such as food processing, pharmaceuticals, chemicals, and more.
One of the key features of the Double Shaft Paddle Mixer is its versatility. It is capable of handling both batch and continuous mixing processes, giving manufacturers the flexibility they need to adapt to varying production requirements. Additionally, the mixer is designed to minimize energy consumption while maximizing mixing efficiency, resulting in cost savings for businesses.
In terms of construction, the Double Shaft Paddle Mixer is built to last. Its robust and durable design ensures reliable operation even in the most demanding production environments. Furthermore, it is easy to clean and maintain, allowing for efficient operation and minimizing downtime.
The implementation of advanced control systems and automation further enhances the performance of the Double Shaft Paddle Mixer. Operators have access to intuitive interfaces that provide real-time monitoring and precise control over the mixing process. This not only improves the consistency and quality of the end product but also simplifies the operational workflow.
To top it off, the Double Shaft Paddle Mixer is designed with safety in mind. It complies with strict safety standards and is equipped with features to protect operators and prevent accidents, making it an ideal choice for manufacturers prioritizing workplace safety.
Upon the launch of the Double Shaft Paddle Mixer, the CEO of {} expressed their enthusiasm for the new product, stating, "We are thrilled to introduce this groundbreaking addition to our product line. The Double Shaft Paddle Mixer exemplifies our ongoing commitment to innovation and quality. We believe it will set new industry standards and provide immense value to our customers."
The response from the industry has been overwhelmingly positive, with manufacturers expressing keen interest in integrating the Double Shaft Paddle Mixer into their production facilities. With its unparalleled mixing capabilities, energy efficiency, and user-friendly design, the mixer is poised to make a significant impact across various sectors.
As {} continues to push the boundaries of technological advancement, the Double Shaft Paddle Mixer stands as a testament to their expertise and dedication to driving progress in the manufacturing industry. With its exceptional performance and versatile applications, it is set to become a cornerstone of modern production processes, setting new benchmarks for efficiency and reliability.
Company News & Blog
Temperature and Humidity Controlled Chamber for Curing Cement and Concrete
[Company Name], a leading provider of industrial equipment and solutions, has announced the launch of its new Cement Concrete Curing Cabinet. The state-of-the-art chamber is designed to provide precise temperature and humidity control for the curing of cement and concrete samples.The Cement Concrete Curing Cabinet is a vital piece of equipment for construction companies, concrete manufacturers, and research laboratories. It allows for the proper curing of cement and concrete specimens, ensuring that they achieve their maximum strength and durability."We are excited to introduce our new Cement Concrete Curing Cabinet to the market," said a spokesperson for [Company Name]. "This innovative chamber offers unmatched precision and reliability, making it the ideal solution for anyone involved in the testing and development of cement and concrete materials."The Cement Concrete Curing Cabinet boasts advanced features such as a digital temperature and humidity control system, a high-precision sensor for accurate monitoring, and a durable construction to withstand the rigors of daily use. With its user-friendly interface and customizable settings, it provides users with full control over the curing process.In addition to its superior performance, the Cement Concrete Curing Cabinet is also designed with energy efficiency in mind. It uses advanced technology to minimize energy consumption while maintaining optimal curing conditions, reducing operational costs for businesses.As a trusted provider of industrial equipment, [Company Name] has a proven track record of delivering high-quality solutions to customers around the world. The company's commitment to innovation and customer satisfaction is evident in its extensive range of products, which are designed to meet the specific needs of various industries."With our Cement Concrete Curing Cabinet, we aim to set a new standard for cement and concrete curing technology," the spokesperson added. "We have leveraged our expertise and industry knowledge to develop a chamber that meets the highest standards of performance, reliability, and user convenience."Customers can also benefit from [Company Name]'s comprehensive support services, including installation, training, and ongoing technical assistance. The company's team of experts is dedicated to helping customers optimize the use of their equipment and achieve the best possible results.The launch of the Cement Concrete Curing Cabinet further solidifies [Company Name]'s position as a leading provider of innovative solutions for the construction and materials testing industries. The company continues to invest in research and development to address the evolving needs of its customers and contribute to the advancement of the industry."We are confident that our Cement Concrete Curing Cabinet will make a significant difference for our customers, helping them enhance the quality and performance of their cement and concrete products," the spokesperson affirmed. "We look forward to supporting businesses and laboratories as they strive for excellence in their operations."With its cutting-edge technology and unwavering commitment to customer satisfaction, [Company Name] is set to make a positive impact on the cement and concrete industry with the introduction of its new Cement Concrete Curing Cabinet. Interested parties are encouraged to contact the company for more information about this innovative solution and how it can benefit their operations.
High-Quality Hot Air Drying Oven
Hot Air Drying Oven: An Essential Tool for Efficient Drying ProcessIn today’s competitive industrial landscape, the demand for high-quality, efficient drying equipment has never been higher. With the growing need for reliable and cost-effective drying solutions across various industries, the market for hot air drying ovens has experienced a significant surge in recent years. As a leading provider of innovative drying solutions, {Company Name} has emerged as a frontrunner in the development and production of state-of-the-art hot air drying ovens, offering unparalleled performance and reliability for a wide range of applications.{Company Name} has established itself as a trusted name in the industry, known for its commitment to delivering superior quality equipment that meets the diverse needs of its customers. With a strong focus on innovation and continuous improvement, the company has been at the forefront of developing cutting-edge hot air drying ovens that set new benchmarks in terms of efficiency, reliability, and performance.The hot air drying ovens offered by {Company Name} are designed to cater to the evolving needs of industries such as pharmaceuticals, food processing, chemicals, and many others. These ovens are equipped with advanced features and capabilities that enable precise control over the drying process, ensuring consistent results and optimal efficiency. The innovative design of {Company Name}’s hot air drying ovens allows for uniform airflow and temperature distribution, which is crucial for achieving homogeneous drying of various materials and products.One of the key advantages of {Company Name}’s hot air drying ovens is their versatility and adaptability to different applications. Whether it's pharmaceutical powders, food ingredients, or chemical products, these ovens are capable of handling a wide range of materials with varying moisture content and properties. The robust construction and advanced insulation of the ovens not only ensure energy efficiency but also contribute to their longevity and reliability in demanding industrial environments.Moreover, with a strong emphasis on safety and compliance, {Company Name} ensures that its hot air drying ovens meet the highest industry standards and regulations. The ovens are designed with multiple safety features and controls to protect both the equipment and the materials being processed, giving customers peace of mind and confidence in their operations.In addition to its focus on product development, {Company Name} prides itself on providing exceptional customer support and service. The company's team of technical experts and engineers are readily available to assist customers with installation, training, and ongoing maintenance of the hot air drying ovens, ensuring seamless integration into their production processes and optimal performance over time.As the demand for efficient drying solutions continues to grow across various industries, {Company Name} remains committed to staying ahead of the curve and delivering cutting-edge hot air drying ovens that address the evolving needs of its customers. With a strong track record of innovation, reliability, and customer satisfaction, the company stands as a trusted partner for businesses seeking state-of-the-art drying equipment that delivers exceptional results.In conclusion, {Company Name}'s hot air drying ovens have redefined the standards for efficient and reliable drying processes, offering unmatched performance, versatility, and safety for a wide range of industrial applications. With a focus on innovation, quality, and customer satisfaction, the company continues to lead the way in providing innovative drying solutions that empower businesses to achieve their production goals with confidence and peace of mind.
The Importance of Biological Safety Cabinets in Laboratory Settings
The importance of biological safety cabinets in laboratories has been highlighted in recent times due to the ongoing global health crisis. These cabinets play a crucial role in protecting researchers, laboratory staff, and the environment from various biological and chemical contaminants. In line with this, [Company Name], a leading manufacturer of laboratory equipment, has been at the forefront of providing state-of-the-art biological safety cabinets to research facilities, pharmaceutical companies, and healthcare institutions worldwide.[Company Name] takes pride in its commitment to ensuring the safety of laboratory personnel and the integrity of research by offering high-quality biological safety cabinets that are designed to meet the rigorous standards of biosafety levels 1, 2, and 3. These cabinets are equipped with advanced HEPA filters to provide a sterile work environment and reduce the risk of cross-contamination. Additionally, they are designed to minimize airflow disruptions and maintain a constant airflow to protect the samples being handled.In a recent interview, the CEO of [Company Name] emphasized the importance of investing in reliable biological safety cabinets, especially in light of the current health crisis. "Laboratories and research facilities are at the forefront of combating infectious diseases and developing vaccines and treatments. It is crucial to provide them with the necessary equipment to ensure the safety of their personnel and the integrity of their work," he stated.The company's range of biological safety cabinets includes Class I, Class II, and Class III cabinets, each designed for specific applications and containment levels. The Class I cabinets are suitable for handling low to moderate-risk biological agents and provide personnel and environmental protection, while the Class II cabinets offer an additional level of protection for working with hazardous materials. The Class III cabinets, on the other hand, are designed for maximum containment of highly infectious and hazardous materials.[Company Name] also prides itself on its commitment to sustainability and environmental responsibility. The biological safety cabinets are designed to be energy-efficient and comply with international standards for environmental protection. The company's dedication to reducing its carbon footprint and promoting sustainable practices has positioned it as a leader in the industry.Furthermore, [Company Name] provides comprehensive support and services for its biological safety cabinets, including installation, maintenance, and certification. This ensures that the cabinets continue to meet the required safety standards and regulations throughout their lifespan. The company's team of highly trained technicians and engineers are dedicated to providing prompt and efficient support to its clients, contributing to their peace of mind and confidence in the safety of their laboratory operations.In response to the growing demand for biological safety cabinets, [Company Name] has been expanding its global presence and increasing its production capacity to meet the needs of its customers. With a strong focus on research and development, the company continues to innovate and improve its products, staying ahead of industry trends and technological advancements.In conclusion, the role of biological safety cabinets in laboratory settings cannot be overstated, particularly in the current global health landscape. [Company Name] has consistently demonstrated its dedication to providing top-of-the-line biological safety cabinets that prioritize safety, reliability, and sustainability. As laboratories continue to play a critical role in addressing public health challenges, [Company Name] remains a trusted partner in ensuring the safety and integrity of their work.
Quality Laminar Airflow Cabinets: Effective Contamination Control
Laminar Airflow Cabinet Ensures Clean and Sterile Work EnvironmentIn today's fast-paced world, where the need for sterile and contaminant-free work environments is more critical than ever before, companies are constantly seeking innovative solutions to ensure the safety and purity of their products. One such solution that has gained significant attention in recent years is the Laminar Airflow Cabinet, a vital tool for maintaining a clean and sterile work environment.The Laminar Airflow Cabinet, offered by {company name}, is designed to provide a high level of environmental control, making it an essential tool for industries such as pharmaceuticals, biotechnology, and electronics, where product integrity is of utmost importance. This state-of-the-art equipment employs advanced airflow technology to ensure that the air within the cabinet remains free from contaminants, thereby reducing the risk of cross-contamination and maintaining a safe and sterile environment.{Company name} is a leading provider of scientific and laboratory equipment, known for its commitment to quality and innovation. With a strong focus on research and development, the company continually strives to offer cutting-edge solutions that meet the evolving needs of various industries. The Laminar Airflow Cabinet is a testament to this commitment, providing customers with a reliable and efficient solution for maintaining a clean and sterile work environment.One of the key features of {company name}'s Laminar Airflow Cabinet is its horizontal airflow design, which ensures that the air within the cabinet flows in a uniform and controlled manner. This helps to minimize the presence of airborne contaminants, making it an ideal solution for applications that require a high level of cleanliness, such as pharmaceutical compounding, microbiology, and tissue culture. The cabinet is also equipped with HEPA filters, which effectively capture particles as small as 0.3 microns, further enhancing its ability to maintain a sterile work environment.In addition to its advanced airflow technology, {company name}'s Laminar Airflow Cabinet is built with a focus on user convenience and safety. The cabinet features a sleek and ergonomic design, with a spacious work area that allows for easy manipulation of samples and equipment. It also incorporates safety features such as an alarm system to alert users of any disruptions to the airflow, ensuring that the integrity of the work environment is maintained at all times.Furthermore, {company name} takes great pride in its commitment to sustainability and environmental responsibility. The Laminar Airflow Cabinet is designed to be energy-efficient, reducing the overall carbon footprint of the work environment. This not only aligns with the company's values but also helps customers reduce their operational costs and contribute to a greener future.In conclusion, the Laminar Airflow Cabinet offered by {company name} is a testament to the company's dedication to providing advanced and reliable solutions for maintaining a clean and sterile work environment. With its innovative design, advanced airflow technology, and focus on user convenience and safety, the cabinet is an essential tool for industries where product integrity is paramount. As the demand for sterile work environments continues to grow, {company name} remains at the forefront, offering cutting-edge solutions that meet the evolving needs of its customers.With its unwavering commitment to quality, innovation, and sustainability, {company name} is poised to continue making significant contributions to various industries, ensuring a safer and cleaner work environment for all.
Blaine Fineness Air Permeability Apparatus: All You Need to Know
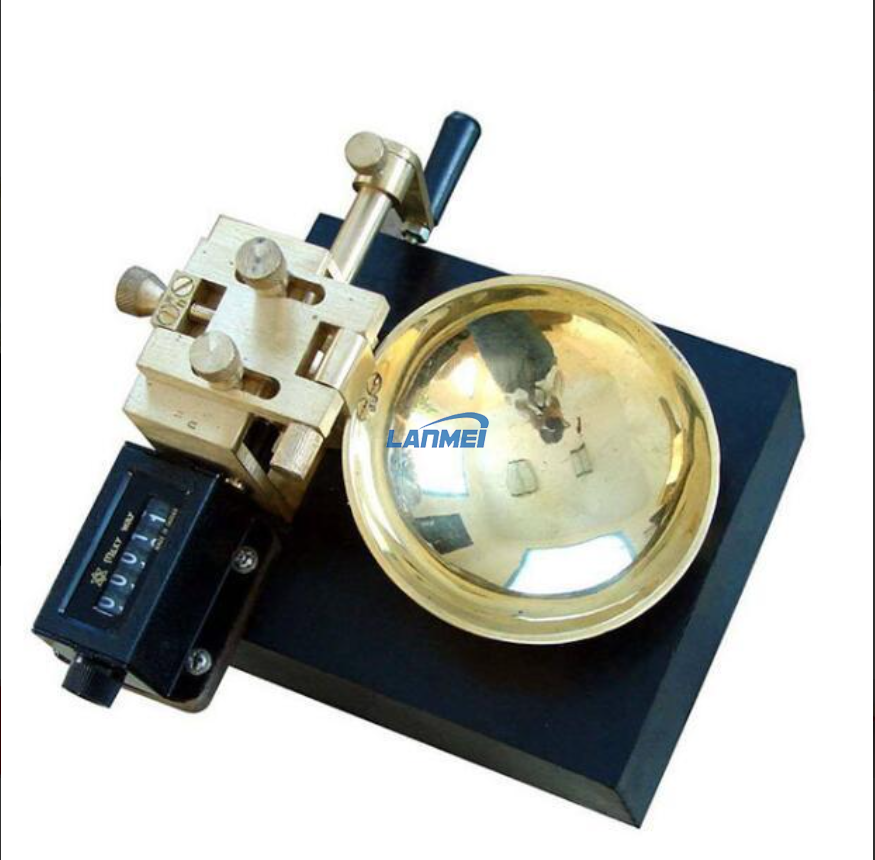
In a push to meet the growing industrial demands for quality cement products, a leading company specializing in construction and materials testing equipment has recently launched a new Blaine Fineness Air Permeability Apparatus that promises to revolutionize the way cement fineness is measured.The Blaine Fineness Air Permeability Apparatus is a critical tool in assessing the fineness of cement, which is a key factor in determining the quality and performance of the final product. By accurately measuring the specific surface area of cement particles, this apparatus allows manufacturers to ensure that their cement meets the required standards for strength, durability, and consistency.The new apparatus boasts advanced features and technology that set it apart from other similar products on the market. It is designed to provide precise and reliable measurements, allowing for detailed analysis of cement fineness with minimal effort and maximum accuracy. This level of quality control is especially crucial in the production of high-performance and specialty cements, where even slight variations in fineness can have a significant impact on the final product.The company behind the Blaine Fineness Air Permeability Apparatus has a long-standing reputation for excellence in the field of construction and materials testing equipment. With a strong focus on innovation and customer satisfaction, they have consistently delivered cutting-edge solutions to meet the evolving needs of the industry. Their commitment to quality and reliability has earned them the trust and loyalty of countless customers worldwide.The launch of the new Blaine Fineness Air Permeability Apparatus is a testament to the company's dedication to pushing the boundaries of technological advancement in materials testing. By leveraging their expertise and experience, they have developed a product that not only meets the highest standards of performance but also exceeds the expectations of their customers. This commitment to excellence has positioned them as a leader in the industry, setting the bar for quality and innovation.With the introduction of this new apparatus, the company aims to empower cement manufacturers with the tools they need to optimize their production processes and ensure the highest quality standards for their products. By providing a reliable and efficient solution for measuring cement fineness, they are equipping their customers with the means to enhance the performance and durability of their construction materials.Furthermore, the company's dedication to customer satisfaction extends beyond the product itself. With a comprehensive support system in place, they are committed to providing their customers with the guidance and assistance they need to make the most of their investment in the Blaine Fineness Air Permeability Apparatus. Whether it's technical support, training, or maintenance, they are there every step of the way to ensure their customers' success.In conclusion, the launch of the new Blaine Fineness Air Permeability Apparatus represents a significant milestone in the ongoing pursuit of excellence in the construction and materials testing industry. With its advanced features and cutting-edge technology, this apparatus is set to redefine the way cement fineness is measured, providing manufacturers with the tools they need to achieve unparalleled quality and consistency in their products. Backed by a company with a proven track record of innovation and reliability, the Blaine Fineness Air Permeability Apparatus is poised to make a lasting impact on the industry, setting new standards for performance and precision.
High-quality 2 Liter Digital Heating Mantle for Precise Temperature Control
2 Liter Digital Heating Mantle Takes Laboratory Heating to the Next LevelThe laboratory equipment industry has seen a continuous evolution of technology, and the latest addition to this trend is the 2 Liter Digital Heating Mantle from (Company Name). This innovative heating mantle offers precise and efficient heating for various laboratory applications, making it a game-changer for researchers and scientists.With a capacity of 2 liters, this digital heating mantle is designed to accommodate a wide range of laboratory vessels, including round bottom flasks, beakers, and other containers used for heating and stirring liquids. The digital control system allows users to set and maintain the desired temperature with precision, ensuring accurate and consistent heating for their experiments.One of the key features of the 2 Liter Digital Heating Mantle is its durable construction and high-quality materials, which ensure long-lasting performance and reliability. The heating mantle is also equipped with safety features such as overheat protection and a built-in temperature sensor, providing users with peace of mind during operation.The (Company Name) has a strong reputation for delivering high-quality laboratory equipment, and the 2 Liter Digital Heating Mantle is no exception. With a commitment to innovation and excellence, (Company Name) continues to be a trusted source for laboratory instruments and supplies.In addition to the 2 Liter Digital Heating Mantle, (Company Name) offers a wide range of laboratory equipment, including hot plates, stirrers, centrifuges, and more. The company takes pride in providing researchers and scientists with the tools they need to conduct their work with precision and accuracy.The 2 Liter Digital Heating Mantle is the result of extensive research and development by the team at (Company Name). The company's dedication to meeting the evolving needs of the scientific community is evident in this cutting-edge heating mantle, which offers unparalleled performance and convenience.Researchers and scientists who have had the opportunity to use the 2 Liter Digital Heating Mantle have been impressed with its efficiency and user-friendly design. Many have noted that this innovative heating mantle has greatly improved their laboratory processes, allowing for more accurate and reliable results.In conclusion, the introduction of the 2 Liter Digital Heating Mantle by (Company Name) represents a significant advancement in laboratory heating technology. With its precision control, durable construction, and safety features, this heating mantle is poised to become an essential tool for researchers and scientists across a wide range of disciplines. (Company Name) continues to lead the way in providing high-quality laboratory equipment, and the 2 Liter Digital Heating Mantle is a shining example of their commitment to innovation and excellence.
High-Quality Laboratory Thermostat Drying Oven: A Complete Guide
Laboratory Thermostat Drying Oven: A Game-Changer in the Scientific CommunityThe field of scientific research and experimentation has advanced significantly over the past few decades, with new technologies and innovations continually pushing the boundaries of what is possible. One such innovation that is making waves in the scientific community is the Laboratory Thermostat Drying Oven, a cutting-edge piece of equipment that is revolutionizing the way researchers and scientists conduct experiments and studies.Developed by a leading laboratory equipment manufacturer, the Laboratory Thermostat Drying Oven is designed to provide precise and consistent temperature control for a wide range of laboratory applications. Whether it is drying, heating, or heat treatment, this state-of-the-art oven offers unparalleled performance and reliability, making it an indispensable tool for scientists and researchers around the world.With a capacity of up to XX liters, the oven is suitable for various research applications, including microbiology, pharmaceuticals, and food processing, among others. Its advanced temperature control system ensures that the desired temperature is maintained with precision, allowing for accurate and reproducible results in experiments and studies.In addition to its superior performance, the Laboratory Thermostat Drying Oven also prioritizes safety and user convenience. It is equipped with multiple safety features, including overheat protection and an alarm system, to ensure the well-being of both the users and the samples being tested. Furthermore, the oven is designed with a user-friendly interface and intuitive controls, making it easy to operate for researchers and scientists of all levels of expertise.The company behind the development of this innovative oven is a global leader in the manufacturing and distribution of laboratory equipment and supplies. With a history of more than XX years, the company has built a solid reputation for delivering high-quality products that meet the evolving needs of the scientific community. Its commitment to research and innovation has led to the development of a wide range of cutting-edge equipment and tools that are used in laboratories and research facilities around the world.The Laboratory Thermostat Drying Oven is the latest addition to the company's extensive product line, and it has already gained widespread recognition and acclaim within the scientific community. Its ability to deliver precise and consistent results has made it a go-to choice for researchers and scientists across various fields, providing them with the confidence and reliability they need to conduct their experiments and studies.One of the key factors that sets the Laboratory Thermostat Drying Oven apart from its competitors is the company's commitment to quality and excellence. Each oven is manufactured using the highest quality materials and components, and it undergoes rigorous testing and quality control processes to ensure that it meets the company's stringent standards. This dedication to quality has earned the company a reputation for reliability and performance, making it a trusted partner for scientists and researchers worldwide.Looking ahead, the company is dedicated to furthering its research and development efforts to continue delivering innovative and groundbreaking solutions to the scientific community. With a focus on sustainability and environmental responsibility, the company is also working towards developing greener and more energy-efficient laboratory equipment to support the global effort towards a more sustainable future.In conclusion, the Laboratory Thermostat Drying Oven is a game-changer in the scientific community, offering unmatched performance, reliability, and precision for a wide range of laboratory applications. Developed by a leading laboratory equipment manufacturer with a commitment to quality and excellence, this innovative oven is set to revolutionize the way researchers and scientists conduct their experiments and studies. It is a testament to the ongoing advancements in technology and the unwavering dedication to pushing the boundaries of what is possible in scientific research and experimentation.
High Capacity Heating Mantle for Laboratory Use
The heating mantle is a critical piece of equipment in a laboratory setting, used to heat glassware and its contents to a specific temperature. The 1000ml Heating Mantle, offered by {}, is an essential tool for many scientific and industrial applications.The 1000ml Heating Mantle is designed to provide uniform heating for round-bottom flasks, reducing the risk of hot spots and ensuring that the contents are heated evenly. This is essential for carrying out many chemical reactions and other processes in the laboratory. The 1000ml capacity makes it suitable for use with a wide range of flask sizes, providing flexibility for various experimental needs.One of the key features of the 1000ml Heating Mantle is its precise temperature control. This is essential for carrying out experiments that require a specific temperature range to be maintained consistently. The heating mantle is equipped with a digital temperature controller, allowing users to set and monitor the temperature with accuracy. This level of control is crucial for achieving reliable and reproducible results in scientific research and industrial processes.In addition to its performance, the 1000ml Heating Mantle is designed with safety in mind. It is equipped with a durable outer housing to protect the user from exposure to high temperatures, and it has a built-in safety feature to prevent overheating. These design elements ensure that users can work with the heating mantle confidently and safely.Furthermore, the 1000ml Heating Mantle is built to last, with high-quality materials and craftsmanship. It is designed to withstand the rigors of everyday laboratory use, providing reliable performance over the long term. This durability is essential for maintaining a productive and efficient laboratory environment.Combining performance, precision, safety, and durability, the 1000ml Heating Mantle from {} is a valuable tool for any laboratory or industrial setting. With its advanced features and quality construction, it is well-suited for a wide range of applications, from chemical synthesis to materials testing.About {}{} is a leading manufacturer and supplier of laboratory equipment and scientific instruments. With a focus on quality, innovation, and customer satisfaction, {} has established a strong reputation in the industry.The company's product range includes a wide variety of laboratory instruments, equipment, and consumables, catering to the needs of research, academic, industrial, and healthcare laboratories. The 1000ml Heating Mantle is just one example of the high-quality products offered by {}.In addition to its product offerings, {} provides excellent customer service, technical support, and after-sales care. The company's team of experienced professionals is dedicated to helping customers find the right solutions for their specific requirements, ensuring that they receive the best possible support and guidance.With a commitment to excellence and a focus on meeting the needs of its customers, {} continues to be a trusted partner for laboratories and scientific facilities around the world. The 1000ml Heating Mantle is a testament to the company's dedication to providing reliable, high-performance equipment for scientific and industrial use.In conclusion, the 1000ml Heating Mantle from {} is a top-quality instrument that offers precise temperature control, safety features, and durability. It is an essential tool for any laboratory or industrial setting, providing reliable performance and peace of mind for users. With {}'s reputation for excellence and commitment to customer satisfaction, the 1000ml Heating Mantle is a valuable addition to any laboratory's equipment inventory.
High Quality 150*150*150mm Concrete Cube Mould for Precise Construction Results
A leading manufacturer of construction equipment, specializing in concrete testing equipment, has announced the launch of their latest product – the 150*150*150mm Concrete Cube Mould. This innovative concrete mould is designed to meet the highest quality standards and is set to revolutionize the construction industry.With a focus on precision engineering and advanced technology, the company has developed this concrete cube mould to be a reliable and durable tool for testing the strength and quality of concrete samples. The 150*150*150mm size is a standard dimension for concrete cube testing, making this mould an essential addition to any construction laboratory or site.The mould is made from high-quality, heavy-duty materials that ensure its longevity and accuracy. Its precise design guarantees that the concrete cubes produced will be of uniform shape and size, allowing for consistent and reliable test results. The smooth finish of the mould also facilitates easy removal of the concrete cubes, reducing the risk of damage to the samples.The company's commitment to innovation and customer satisfaction is evident in the development of this new product. With a strong emphasis on research and development, they have been able to create a concrete cube mould that exceeds industry standards and meets the diverse needs of construction professionals.In addition to the high quality of the mould, the company also prides itself on providing exceptional customer service and support. Their team of experts is available to offer guidance on the proper use and maintenance of the mould, ensuring that customers get the most out of their investment. This level of support sets the company apart as a trusted partner for construction professionals around the world.The launch of the 150*150*150mm Concrete Cube Mould is a testament to the company's ongoing commitment to innovation and excellence in the construction industry. By offering a product that meets the highest standards of quality and reliability, they are empowering construction professionals to carry out accurate and efficient concrete testing, ultimately contributing to the safety and durability of construction projects.As the construction industry continues to evolve and demand for high-quality materials and testing equipment grows, the company remains at the forefront, continuously developing new and improved solutions. With a strong focus on research and development, they are dedicated to meeting the changing needs of the industry and providing innovative products that make a real difference.For construction professionals in need of a reliable and durable concrete cube mould, the 150*150*150mm Concrete Cube Mould from this leading manufacturer is the ideal choice. With its precision engineering, high-quality materials, and exceptional customer support, it is set to become an essential tool for concrete testing in the construction industry.
Air Permeability Specific Surface Area Tester: What You Need to Know
Blaine Air Permeability Specific Surface Area Tester has been making waves in the manufacturing industry with its innovative technology and reliable results. The company has been a frontrunner in providing high-quality testing equipment to various industries, including construction, cement, and chemical.The Blaine Air Permeability Specific Surface Area Tester is a crucial tool for measuring the fineness and specific surface area of powders and granular materials, especially in the cement industry. With its advanced technology, the tester provides accurate and reliable results, ensuring that companies can meet industry standards and regulations.The specific surface area of cement and other materials plays a significant role in determining their quality and performance. It is crucial for manufacturers to have access to accurate testing equipment that can provide precise measurements. This is where the Blaine Air Permeability Specific Surface Area Tester comes into play.With its state-of-the-art design and user-friendly interface, the tester allows for seamless operation and quick results. This is essential for companies looking to streamline their testing processes and maintain high standards of quality control. The compact and portable nature of the tester also makes it convenient for on-site testing, providing manufacturers with flexibility and efficiency.In addition to its technical capabilities, the Blaine Air Permeability Specific Surface Area Tester is backed by a reputable company with a strong commitment to customer satisfaction and support. The company has a team of experts who are dedicated to providing comprehensive training, technical support, and maintenance services, ensuring that customers can make the most out of their investment.The company’s dedication to quality and innovation has made it a trusted name in the manufacturing industry. Its track record of delivering reliable and high-performance testing equipment has earned the trust of numerous companies worldwide. The Blaine Air Permeability Specific Surface Area Tester is just one of the many products offered by the company, showcasing its commitment to meeting the diverse needs of its customers.As industries continue to prioritize quality control and efficiency, the demand for advanced testing equipment like the Blaine Air Permeability Specific Surface Area Tester is expected to rise. With its unparalleled technology and the backing of a reputable company, the tester is poised to become an indispensable tool for manufacturers looking to optimize their production processes and meet industry standards.The Blaine Air Permeability Specific Surface Area Tester has already garnered positive feedback from companies that have integrated it into their operations. It has proven to be a valuable asset in helping them maintain consistency and accuracy in their testing procedures, ultimately leading to improved product quality and performance.In conclusion, the Blaine Air Permeability Specific Surface Area Tester is revolutionizing the way manufacturers measure the fineness and specific surface area of powders and granular materials. With its advanced technology, user-friendly interface, and strong backing from a reputable company, the tester is well-positioned to meet the evolving needs of the manufacturing industry. As companies continue to prioritize quality control and efficiency, the demand for reliable testing equipment like the Blaine Air Permeability Specific Surface Area Tester is expected to grow, further solidifying its status as a game-changer in the industry.